Additive Manufacturing für den Druckguss
AM-Formeinsätze – wir machen DRUCKguss!
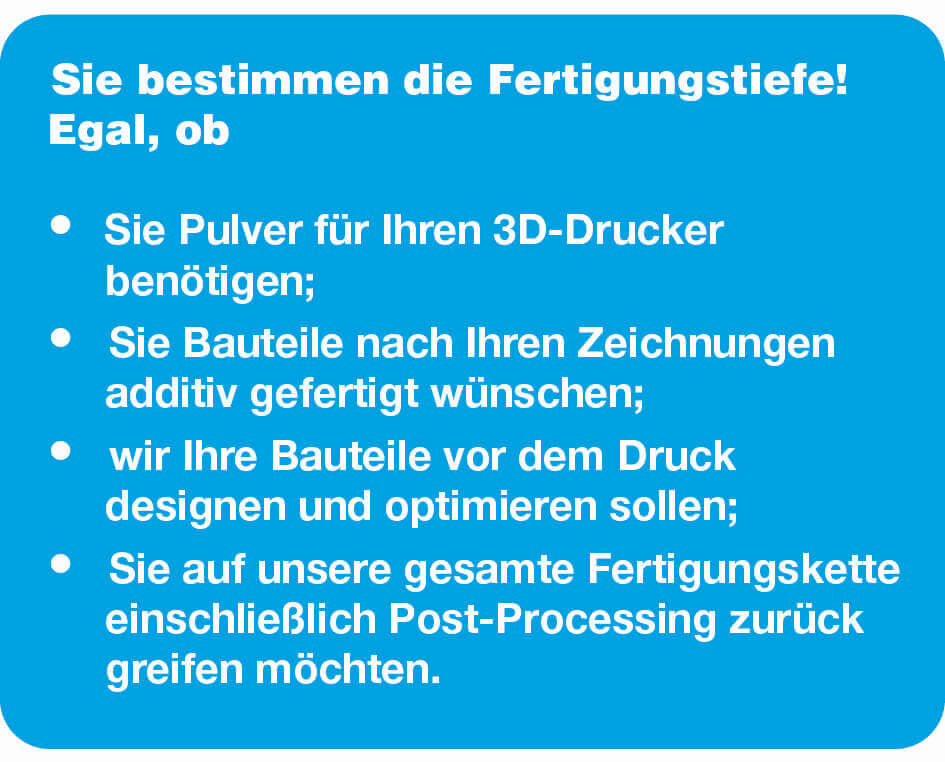
Wir sind Ihr Spezialist für additiv gefertigte Formeinsätze. Mit unseren voestalpine Additive Manufacturing Centern bilden wir für Sie die gesamte Wertschöpfungskette vom Design & Engineering bis zum einbaufertigen Formeinsatz ab. Wir nutzen unser Know-how – in der additiven Fertigung und im Druckguss. Um für Ihre Bauteile das Maximum in Wirtschaftlichkeit und Performance zu erreichen.
Design & Engineering
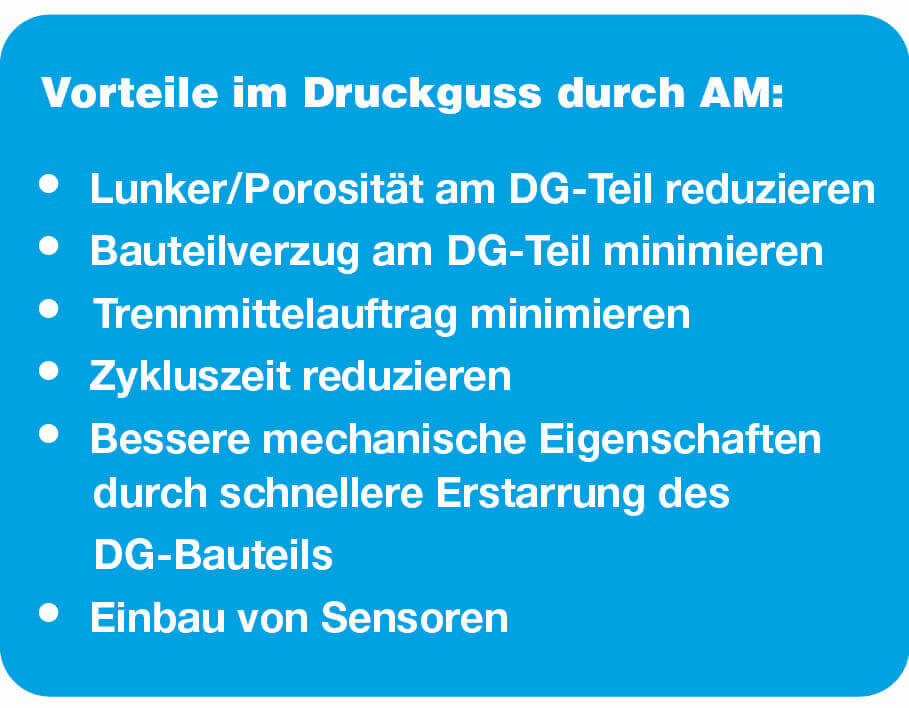
Unsere Experten können Ihre konventionelle Kühlung zu einer konturnahen Kühlung umkonstruieren. Es wird ein besonderes Augenmerk auf Problembereiche gelegt. Durch die konturnahe Kühlung können Hot-Spots verringert und die Porosität im Aluminiumbauteil in unkritische Bauteilbereiche verschoben werden. Der Bauteilverzug wird durch eine homogenere Kühlung minimiert und Ihre Bauteilqualität werden maximiert. All dies führt zu einer Senkung der Ausschussrate.
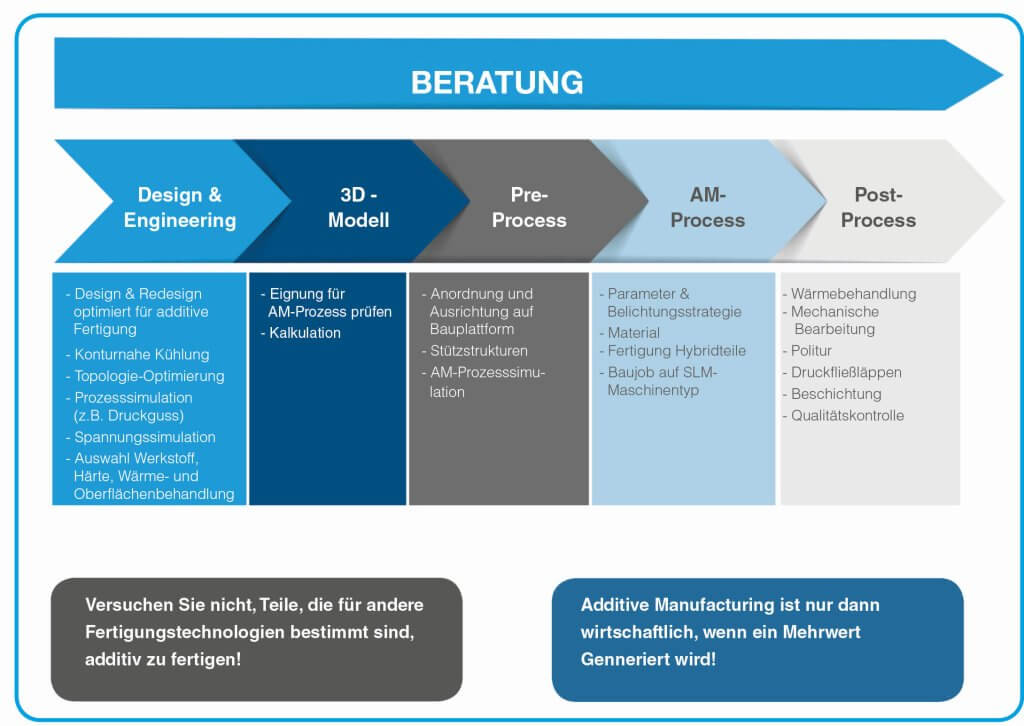
Bei der Konstruktion berücksichtigen wir die Anschlusssituation und Leistung der vorhandenen Heiz-/Kühl-Geräte. Wir beachten die Grenzen der additiven Fertigung. Ab einem Winkel von ca. 45° müssen verfahrensbedingt Stützstrukturen verwendet werden. Diese und noch viele weitere Faktoren werden bei der Auslegung der neuen, konturnahen Kühlung berücksichtigt. Wir nutzten unser Know-how im Druckguss, gepaart mit dem Wissen über die additive Fertigung. Auch die Auswahl des AM-Pulvers stimmen wir individuell auf Ihre Anforderungen ab. Wir verwenden im Druckguss die Werkstoffe voestalpine UMX und voestalpine 1.2709.
Hybride Bauformen und AM Prozess
Die additive Fertigung bietet sehr vielfältige Möglichkeiten, unter anderem hybride Bauformen. Hierbei handelt es sich um eine Kombination von konventioneller und additiver Fertigung. Dies ist sinnvoll, wenn die konturnahe Kühlung nur in einem Teilbereich notwendig ist. Die Teilung erfolgt meist kurz unterhalb des Punktes, wo die konturnahe Kühlung ansetzt. Dabei wird der untere Teil des Bauteiles,
der Grundkörper, konventionell gefertigt. Dieser wird auf der Bauplattform des 3D-Druckers verschraubt oder verspannt. Das Pulver wird nun auf den Grundkörper gedruckt. Wir beraten Sie gerne, welche Bauform für Ihre Anwendung die wirtschaftlich Sinnvollste ist.
Egal für welche Bauform (hybrid oder rein additiv) Sie sich entscheiden, wir haben die richtige Belichtungsstrategie und die richtigen Parameter, um Ihnen ein Bauteil mit einer Dichte von über 99,9 % und einer Toleranz von +/-0,2 mm zu fertigen. Alle Bauteile werden wirtschaftlich optimal im Bauraum platziert. Nach dem Druck des Bauteils, werden Pulverreste und evtl. Stützstrukturen entfernt. Wir es von der Bauplattform und beginnen mit dem Post-Processing.
Nacharbeit an den additiv gefertigten Bauteilen
In der Regel kommen keine einsatzfertigen Bauteile aus dem 3D-Drucker. Die Bauteile werden mit Aufmaß produziert. Das Mindestaufmaß liegt bei 0,2 – 0,3 mm. Meist empfehlen wir ein Aufmaß von 0,4 – 0,5 mm. Dies ist notwendig, um die engen Toleranzen bei der nachfolgenden Bearbeitung einzuhalten.
Die im Werkzeug – als auch im Maschinenbau – notwendig sind. Elementarer Bestandteil der Fertigungskette ist die Wärmebehandlung. Hierbei werden die finalen Werkstoffeigenschaften eingestellt. Und abschließend erfolgt eine Oberflächenbehandlung nach Ihren Wünschen. Diese kann eine Politur, Beschichtung und/oder Nitrierung beinhalten. Oberflächenbehandlungen machen nicht nur auf der formgebenden Seite Sinn, sie können auch in den Kühlkanälen ratsam sein. Druckfließläppen verringern das Rissrisiko Ihrer Formeinsätze.