Värmebehandling är ett av de mest kritiska stegen vid tillverkning av ett verktyg eller komponent. Genom att göra rätt förberedelser av materialet skapas de bästa förutsättningarna för att få bra egenskaper i det härdade godset. Nedan kan du läsa mer om vikten av kontrollerade temperaturer under värmebehandlingsprocessen och hur du kan förbereda din detalj för att få ett optimalt resultat.
Värmning:
Uppvärmningen bör ske i flera steg för att jämna ut temperaturskillnaderna i godset och det avslutas med att man når den förinställda austenitiseringstemperaturen inklusive hålltid i syfte att lösa upp och jämna ut legeringarna i materialet. Hålltid vid austenitiseringstemperaturen beror på vilken stålsort man värmebehandlar men är normalt 30 minuter. Värmespänningar i materialet uppkommer så snart det finns en temperaturgradient i godset där en snabbare uppvärmning resulterar i mer värmespänningar. En annan orsak till uppkomsten av spänningar är ojämn uppvärmning vilket även kan leda till oönskade formförändringar. För att komma runt problemet så värmer man stegvis upp materialet till härdtemperaturen för att utjämna skillnaderna mellan kärna och yta.
Skulle man ha en för hög temperatur eller för lång hålltid så kan grov mikrostruktur och korngränsutskiljningar uppstå vilket minskar segheten i materialet och kan leda till sprickbildning eller haveri. Är temperaturen i stället för låg så kan det påverka andra egenskaper negativt. För varmarbetsstål så kan det exempelvis resultera i lägre varmhållfasthet.
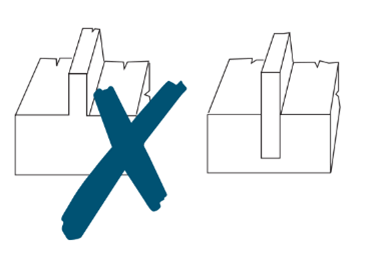
För att ge dina detaljer de bästa förutsättningarna inför värmebehandling så bör stora tjockleksvariationer undvikas. Stora variationer innebär risk då den tunnare delen av detaljen når temperatur långt före den tjockare delen. För att kringgå detta så finns det ibland möjlighet att skapa en lösbit som kan härdas separat alternativt så kan man lägga på mer material på den tunnare delen för att sedan bearbeta bort överflödet efter härdning.
Kylning:
Med en snabb och kontrollerad kylning skapas en martensitisk struktur som ger hög hårdhet och bra mekaniska egenskaper. En långsam kylning kan leda till urskiljning av karbider i korngränserna vilket medför sämre egenskaper i det härdade materialet. Målet är att kyla så snabbt man kan utan att materialet deformeras eller spricker.
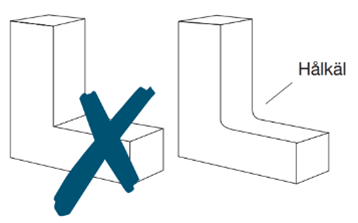
För att möjliggöra snabb kylning så finns det visa saker att tänka på vid utformning av detaljen. Den optimala designen har mjuka övergångar likt bilden till höger. Radier och bra ytor är viktiga före värmebehandling. Vassa övergångar utan radier fungerar som initieringspunkter för eventuella härdsprickor och bör alltid undvikas. En annan rekommendation är att undvika hål alltför nära kanter och vassa övergångar.
Sammanfattning:
– Håll konstruktionen enkel och symmetrisk före härdning om möjligt.
– Lägg alltid radier i övergångar.
– Bra ytor på godset är att föredra
– Lägg inte hål för nära kanter eller övergångar.